無電解ニッケルめっきについて


日本アートでは、鉄素材だけでなくアルミニウムに対しても無電解ニッケルめっきを行うことが可能です。中リン、中高リン、黒色無電解ニッケルの3種類を取り扱っております。
各無電解ニッケルめっき比較
スクロールできます
| 項目 | 中高リン | 中リン | 黒色無電解ニッケル |
| 鉛 | 非含有 | 非含有 | 非含有 |
| 被膜組成(ニッケル含有率) | 89-91% | 90.5-92.5% | - |
| 被膜組成(リン含有率) | 9-11% | 7.5-9.5% | - |
| 均一析出性 | 所定の厚さの約±5%以内 | 所定の厚さの約±5%以内 | 所定の厚さの約±5%以内 |
| 磁性 | 析出状態では非磁性 | 析出状態では非磁性 | - |
| 硬度(析出状態) | 550HV | 580HV | 250HV |
| 硬度(熱処理後) | 950HV | 950HV | 350HV |
| 耐蝕性 | 電解ニッケルより優 | 電気ニッケルより優 | 336時間変化なし (温度35℃、湿度95%) |
| 密着性 | 電解ニッケルより優 | 電気ニッケルより優 | - |
| めっき対応サイズ(ラック) | 1400×400×450(h) | 600×700×700(h) | 300×300×300(h) |
無電解ニッケルめっきは電気・電源を使用せず化学反応を利用してめっきを行うため、複雑な形状の製品に対して均一な厚さのめっき被膜が得られます。また、電気ニッケルと比較するとめっき膜厚のばらつきが少なく1ミクロン単位で膜厚管理ができるため精密部品への表面処理に適しています。
熱処理について
めっき後に熱処理を行うことで皮膜の硬さを硬くすることができます。以下の表を参考にしてください。
熱処理後の被膜硬さ(1h保持)
| 熱処理温度(℃) | ビッカース硬さ(中高リン、高リン) |
| 0 | 535 |
| 100 | 557 |
| 150 | 591 |
| 200 | 646 |
| 250 | 711 |
| 300 | 802 |
| 400(これ以上は硬度低下) | 950(最大) |
電気ニッケルめっきとの違いについて

めっき前母材状態

めっき後(上:無電解Ni/下:電気Ni)
無電解ニッケルめっきは電気ニッケルめっきと同じくニッケル及びニッケル合金めっきを行うものですが、電気を用いず化学反応によってめっきを行うので電気めっきの様な膜厚のばらつきは無く、めっき厚さ分布は均一です。そのため、仕上がり外観はめっきをする前の素材表面の状態に100%左右されてしまいます。
無電解Niめっきの均一析出特性について
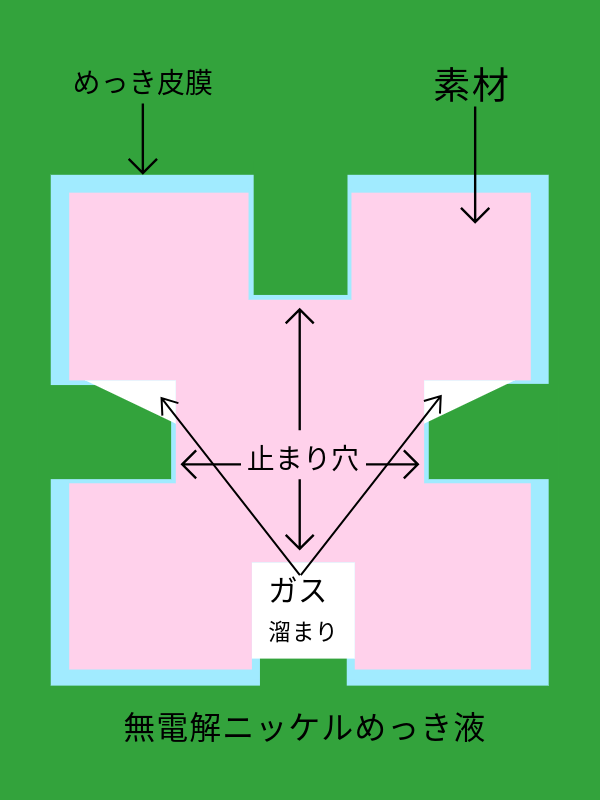

無電解ニッケルめっきは、めっき液に触れている場所全体に均一に膜厚が析出していきます。
ですが、止まり穴があるとその内部はめっき液の循環性が悪くなりニッケルイオンが供給され難くなるため、めっきの析出速度が遅くなり膜厚が薄くなります。また、反応時に発生するガスが溜まってしまうとそこはめっき液に触れなくなるためめっきが析出せず無めっきとなる事に注意してください。
表面処理めっきのご質問やご相談を承ります。
お気軽にご相談ください。
☎0847-41-6380